后臺常有粉絲問:“我這邊只有 220V 家用電源,想給零件內孔做高頻淬火,能實現嗎?” 作為常年和高頻設備打交道的人,我的答案是:完全可以!雖然 220V 高頻機受限于電源功率,沒辦法像 380V 工業電設備那樣處理大尺寸內孔,但只要選對設備型號、定制適配的感應器,再優化一下工藝參數,應對中小尺寸零件的內孔局部淬火,效果完全能滿足需求。

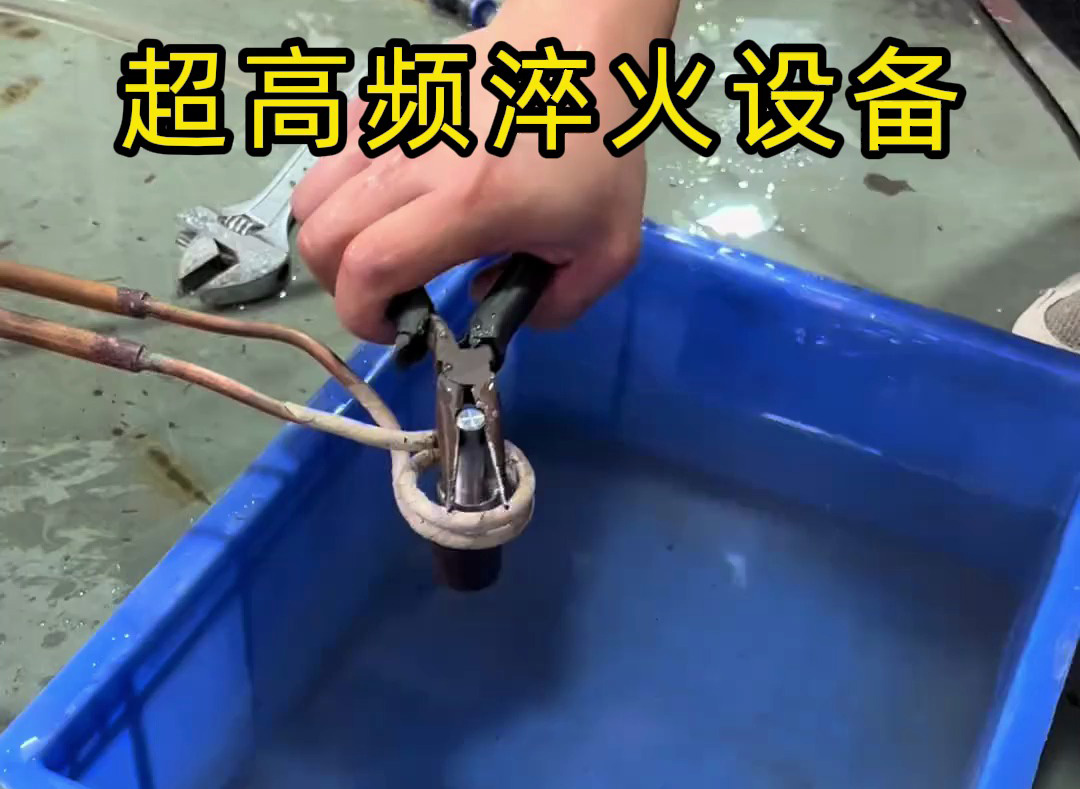
之前有位做小型液壓配件的粉絲,就遇到過類似問題 —— 他要給內徑 25mm、深度 60mm 的液壓缸筒內孔做淬火,車間只有 220V 電源,一開始擔心功率不夠,加熱不均勻。我們先幫他選了一款 12kW 的 220V 單相高頻機(適配家庭和小型車間電路),又根據內孔尺寸定制了一根細長的螺旋式感應器:感應器直徑 23mm(比內孔小 2mm,保證磁場均勻覆蓋),長度 70mm(略長于內孔深度,避免孔底加熱不足),還在感應器內部加了冷卻水路,防止加熱時感應器過熱損壞。
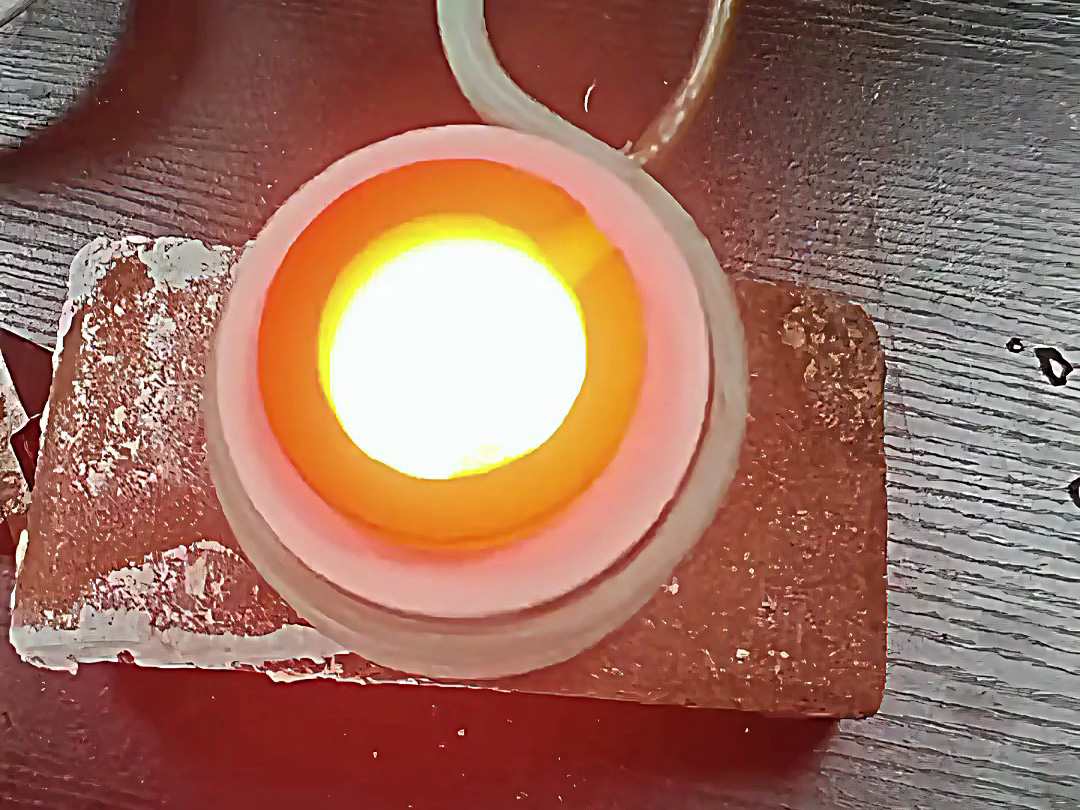
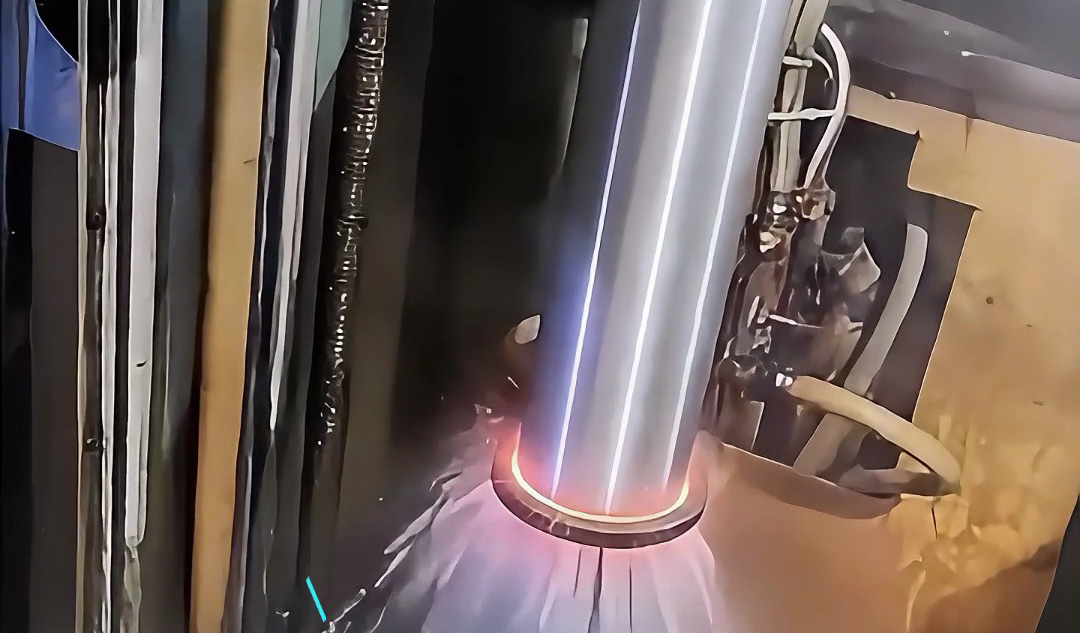
工藝調試時,我們重點控制兩個關鍵點:一是加熱時間,考慮到 220V 設備功率有限,把單次加熱時間設定在 15 秒,讓內孔壁緩慢升溫至 860℃(避免功率不足導致 “表面熱、內部涼”);二是冷卻方式,采用 “內部噴水 + 外部風冷” 結合,感應器自帶的噴水孔能直接向內孔壁噴水,快速冷卻形成馬氏體組織,外部風冷則輔助降低零件整體溫度,減少變形。
淬火完成后檢測,內孔壁的淬硬層深度達到 1.2-1.5mm,硬度穩定在 HRC55-57,完全符合他對液壓配件內孔耐磨的要求;而且內孔的圓度誤差只有 0.02mm,不用后續打磨就能直接裝配使用。后來他反饋,用這種方式處理的配件,裝機后客戶反饋內孔磨損速度比之前未淬火的慢了近 3 倍,使用壽命明顯提升。
其實像這樣的案例還有很多,比如內徑 15-40mm、深度 30-100mm 的軸承套圈內孔、小型電機軸內孔、氣動元件內孔等,只要是中小尺寸的內孔,220V 高頻機都能應對。關鍵在于三點:一是設備選型要匹配功率,優先選 8-12kW 的 220V 高頻機(功率太小加熱效率低,太大則可能超出家庭電路承載);二是感應器必須定制,根據內孔的直徑、深度和形狀,做細長螺旋式或異形感應器,保證磁場能均勻覆蓋內孔壁;三是工藝要優化,適當延長加熱時間保證溫度達標,選擇快速冷卻方式減少變形,必要時還能分階段加熱,避免設備長時間高負荷運行。
如果大家也只有 220V 電源,又有內孔淬火需求,不用著急否定這種方案。可以先明確零件內孔的具體尺寸(直徑、深度)、材質(如 45 鋼、20Cr)和硬度要求,再找設備廠家溝通選型和感應器定制,甚至可以寄樣做個小測試 —— 很多廠家都支持免費試淬,能直觀看到淬火效果后再決定,這樣既不用擔心功率不夠,也能避免盲目投入。畢竟對中小批量生產或小型車間來說,220V 高頻機不用改造電路,操作也簡單,能解決內孔淬火需求的同時,還能節省不少成本,性價比其實很高。







 粵公網安備 44190002003728號
粵公網安備 44190002003728號
