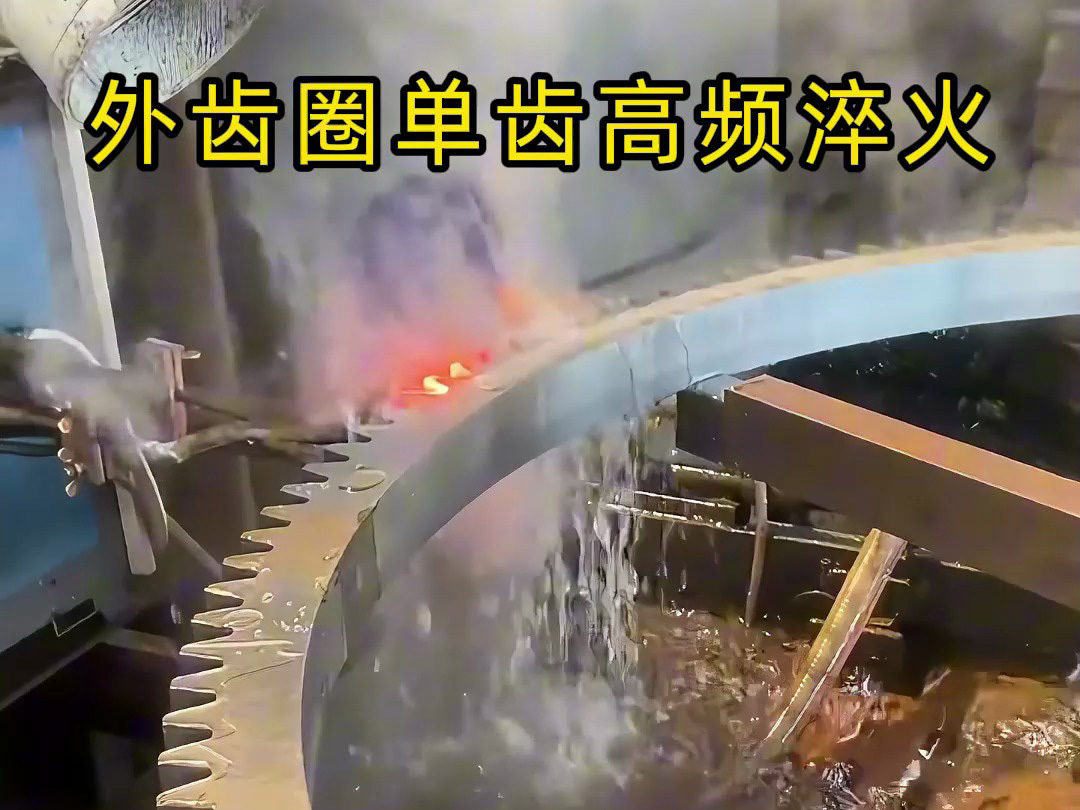
簡易高頻齒輪淬火工藝以 “人工操作 + 基礎設備” 為核心,通過人工安放齒輪、腳踏啟動、經驗化淬火的流程,滿足對淬火精度要求不高的基礎場景需求 —— 雖能實現齒輪表層強化,但因誤差較大、精度依賴工人經驗,僅適配一般工藝標準,難以滿足高要求傳動部件的淬火需求。

從工藝流程的 “簡易性” 來看,每一步操作均以人工主導,降低了設備門檻但也限制了精度:
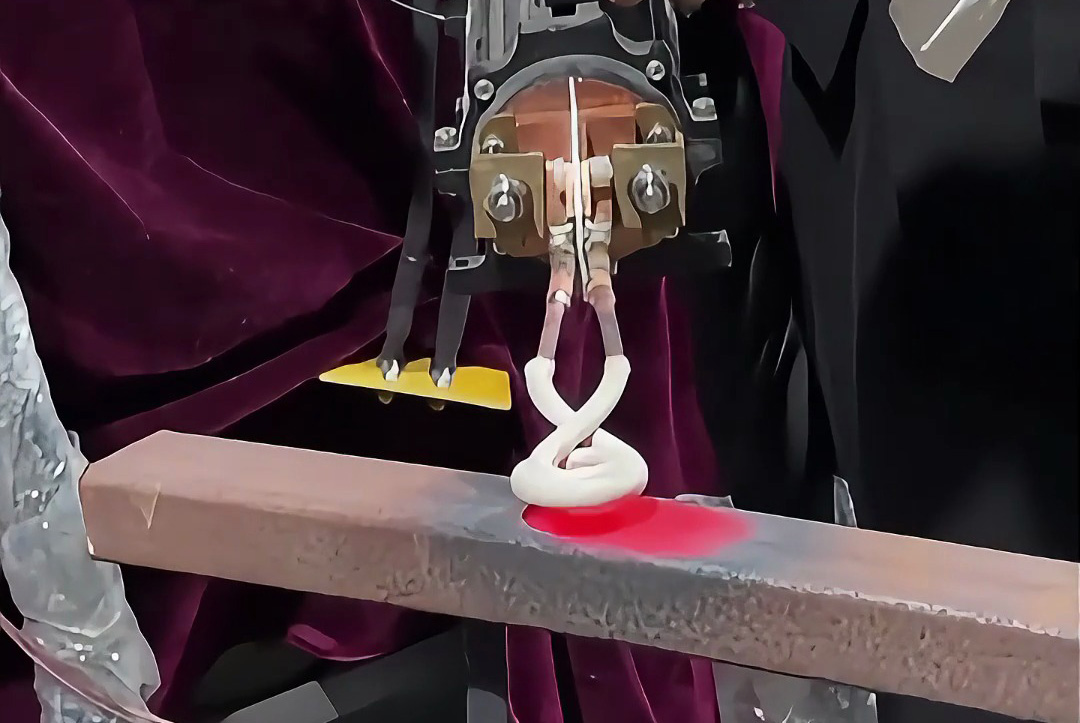
人工安放齒輪:定位精度依賴操作手法
工人需將齒輪手動卡入淬火設備的固定模具(模具通常為通用型,無自動定位校準功能),若齒輪內孔與模具定位柱存在間隙,或工人安放時出現偏移,會導致齒輪與感應線圈的相對位置偏差(如齒面與線圈間距不均)。這種偏差會直接影響后續加熱均勻性,例如線圈貼近的齒面局部過熱,遠離的齒面加熱不足,最終導致齒輪各齒硬度差異明顯。
腳踏啟動 + 經驗淬火:核心參數無精準控制
設備啟動后,高頻加熱功率、加熱時間、冷卻時機等關鍵參數,均需工人根據經驗判斷:加熱時間靠 “看火候”(如觀察齒輪表面顏色變化,從暗紅色到亮紅色判斷是否達到淬火溫度),冷卻時機憑 “手感”(加熱后多久放入冷卻介質全靠經驗)。這種經驗化操作的誤差極大 —— 例如同一批次齒輪,不同工人操作時加熱時間可能相差 5-10 秒,導致部分齒輪因加熱不足硬度未達標(低于 HRC55),部分因加熱過度出現晶粒粗大、齒面氧化等問題;冷卻時機不當則可能導致馬氏體轉變不充分,影響齒輪耐磨性。
無自動化檢測:淬火質量需事后抽檢
整個工藝無實時溫度監測、硬度檢測環節,淬火完成后需通過抽檢(如用硬度計檢測部分齒面硬度)判斷質量,無法及時發現單個齒輪的淬火缺陷(如局部軟點、裂紋)。若抽檢遺漏,不合格齒輪流入后續工序,可能導致裝配后傳動異響、磨損加速等問題。
從適用場景來看,該工藝僅適配 “一般淬火要求” 的場景,例如:
低負載齒輪:如小型農機的輔助傳動齒輪(非核心受力部件),對硬度均勻性要求較低(允許 ±5HRC 偏差),即使淬火存在誤差,也能滿足短期使用需求;
齒輪修復翻新:如老舊設備的齒輪磨損后,僅需簡單淬火恢復表層硬度,無需達到新件的精度標準;
小批量試制:如小型作坊生產非標準齒輪,產量低、無高精度需求,簡易工藝可降低設備投入與操作門檻。
但需明確其局限性:若用于汽車變速箱齒輪、機床主軸齒輪等對硬度均勻性(要求 ±2HRC 內)、齒形精度(變形量≤0.02mm)要求高的部件,簡易工藝的誤差會直接導致齒輪使用壽命縮短、傳動精度下降,此時需升級為 “半自動 / 全自動高頻淬火工藝”(如配備溫度傳感器、自動定位模具、程序控溫系統),通過設備精準控制替代人工經驗,確保淬火質量穩定。
綜上,簡易高頻齒輪淬火工藝是一種 “低成本、低門檻” 的基礎淬火方案,通過人工主導的操作滿足一般工藝需求,適合對精度要求不高的場景;但因其誤差大、精度依賴工人經驗,無法適配高要求齒輪的生產,實際應用中需根據齒輪的工況需求與精度標準,合理選擇是否采用該工藝。






 粵公網安備 44190002003728號
粵公網安備 44190002003728號
