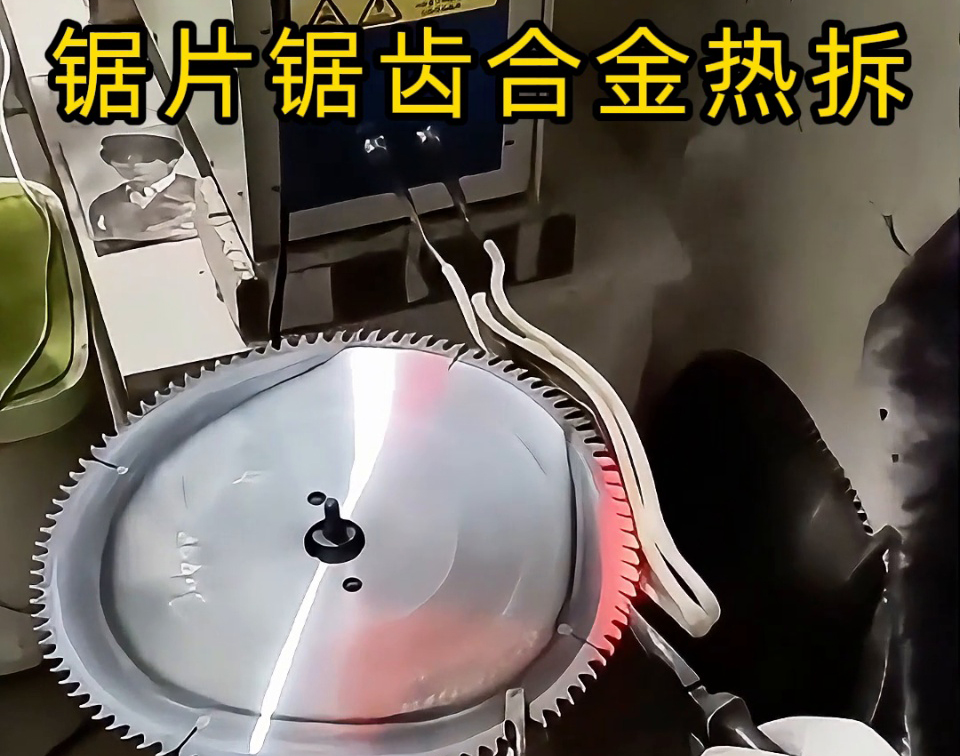
昨天分享了高頻點對點加熱的測試視頻后,不少粉絲留言問 “這種加熱方式具體能用在哪些場合”。其實它的實際應用場景很廣泛,尤其在需要精準局部加熱的熱處理作業中,發揮著重要作用 —— 比如常見的齒輪鏈輪局部加熱淬火,還有工件內孔加熱淬火,都是高頻點對點加熱技術的典型應用案例。

先說說齒輪鏈輪局部加熱淬火。齒輪和鏈輪是機械傳動中的核心部件,通常只需要齒面、齒根等受力部位具備高硬度和耐磨性,而齒芯或其他區域則需保留一定韌性,避免使用中斷裂。這時候高頻點對點加熱的優勢就體現得淋漓盡致:它不用對整個齒輪鏈輪進行整體加熱,而是通過定制的點狀或弧形感應線圈,精準對準齒面、齒根等目標區域,實現 “點對點” 加熱。
比如處理模數 5 的圓柱齒輪時,線圈可以緊貼齒面,僅用 10-15 秒就能將齒面加熱至淬火溫度(約 850-900℃),隨后快速冷卻,讓齒面形成均勻的淬硬層(深度可達 1-2mm),而齒輪的其他部位溫度幾乎不受影響,完美兼顧 “局部高硬度” 與 “整體韌性” 的需求。要是用傳統整體加熱方式,不僅能耗高,還可能導致齒輪變形、精度下降,而高頻點對點加熱能最大程度減少變形,保障齒輪鏈輪的傳動精度,延長使用壽命。
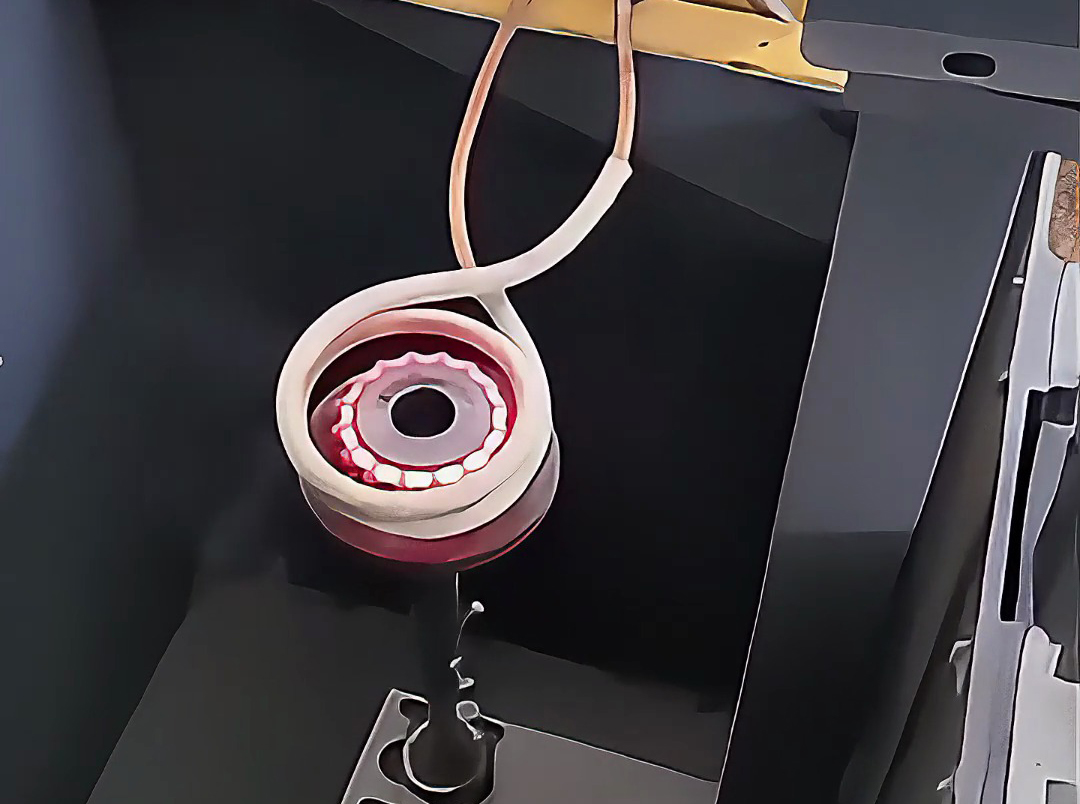
再看內孔加熱淬火。很多工件的內孔(如軸承套圈的內孔、液壓閥塊的通孔)需要承受摩擦或壓力,同樣需要局部淬火提升硬度,但內孔空間狹窄,傳統加熱方式很難精準覆蓋。這時候高頻點對點加熱就能解決難題:通過設計細長的柱狀感應線圈,將線圈伸入工件內孔,線圈產生的磁場能 “點對點” 作用于內孔壁,實現內孔表面的精準加熱。
比如給直徑 30mm、深度 50mm 的軸承套圈內孔淬火時,細長線圈伸入內孔后,可精準加熱內孔壁,避免熱量擴散到外圈;加熱完成后配合內孔專用冷卻裝置,能讓內孔壁形成均勻的淬硬層,硬度可達 HRC58-62,滿足耐磨需求。要是用整體加熱或其他局部加熱方式,要么無法深入內孔,要么容易導致內孔變形、孔徑精度下降,而高頻點對點加熱能輕松應對這種狹小空間的局部淬火需求。
除了齒輪鏈輪、內孔淬火,高頻點對點加熱還能用于很多類似場景:比如軸類零件的軸頸局部淬火、凸輪的凸輪面淬火,甚至是一些異形工件的特定小區域加熱。核心原因就在于它能 “精準鎖定目標區域,不影響周邊部位”,既滿足了工件局部性能要求,又減少了能源浪費和工件變形,比傳統加熱方式更高效、更靈活。
所以大家不用疑惑高頻點對點加熱的實用性,它早已融入機械制造、汽車零部件、五金加工等領域的實際生產中,成為提升工件性能、保障加工質量的重要技術手段。如果后續遇到需要局部精準加熱的需求,不妨想想這種技術,或許能解決不少傳統加熱難以應對的難題。







 粵公網安備 44190002003728號
粵公網安備 44190002003728號
