在新能源汽車、儲能系統等對連接可靠性要求嚴苛的領域,線束端子與導線的連接不僅需要低電阻導通,更需耐受振動、高低溫循環等極端工況。線束端子高頻錫焊技術憑借電磁感應加熱的獨特優勢,以 “快速、精準、穩定” 的特性,成為實現這種高可靠性連接的理想選擇。

線束端子高頻錫焊的本質,是通過高頻磁場實現 “錫料定向熔化 + 接頭緊密結合”:
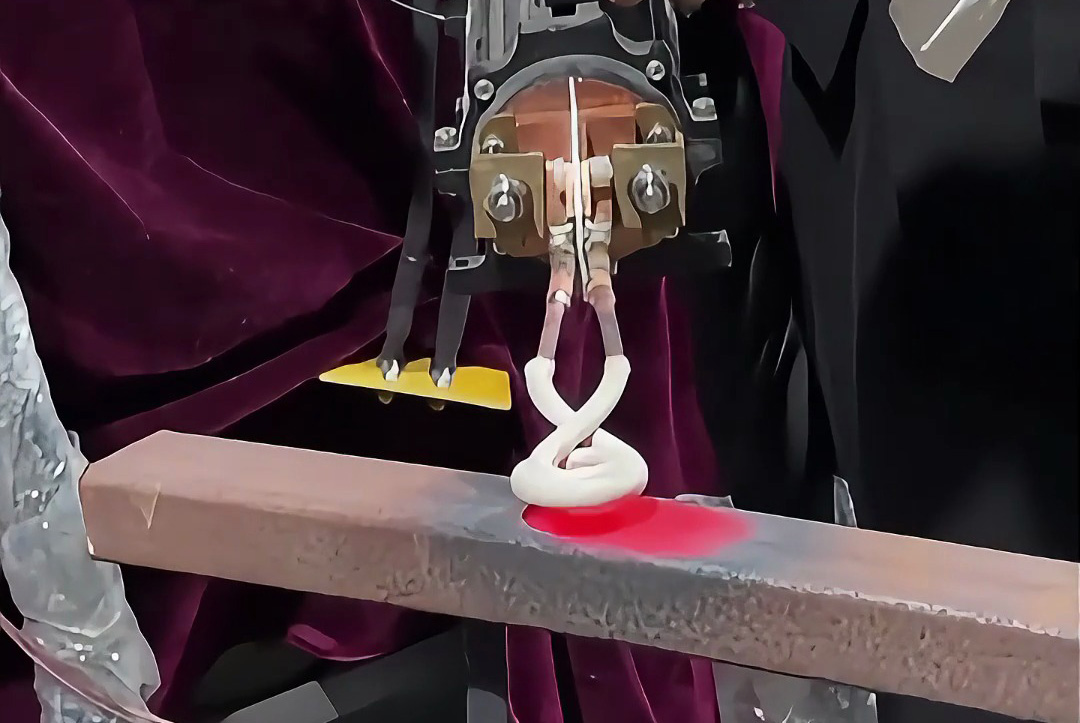
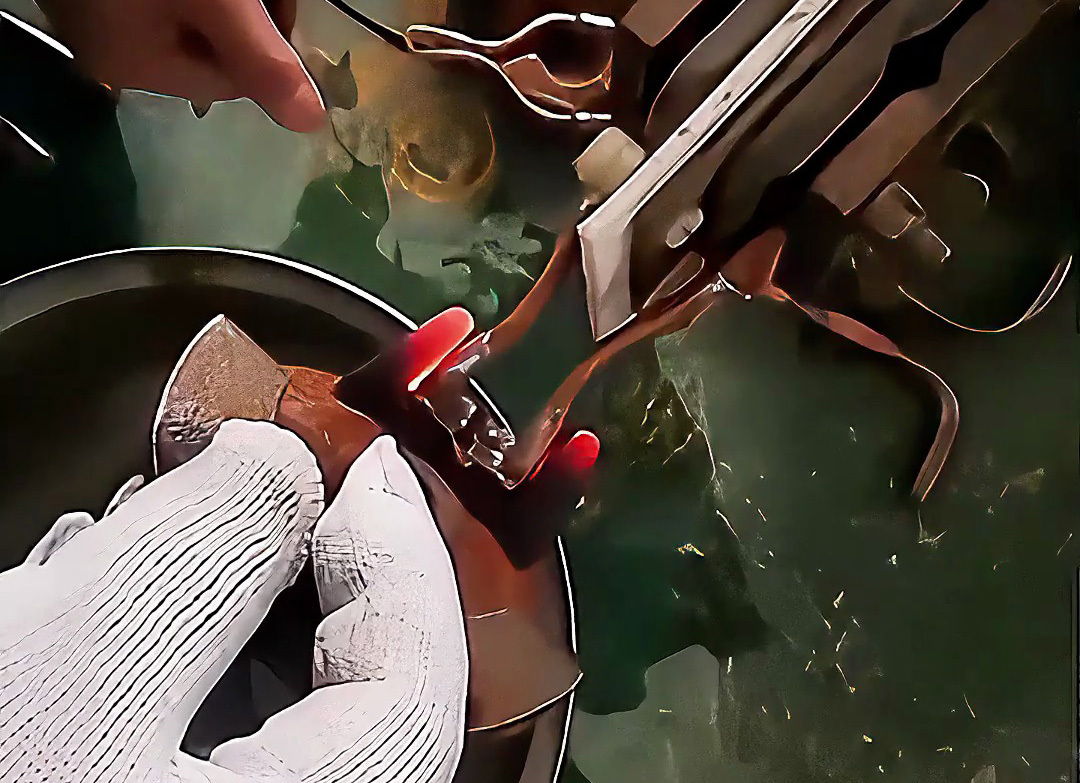
感應加熱過程:將套有導線的端子放入環形感應線圈內,100-400kHz 高頻電流產生交變磁場,使金屬端子自身感應生成渦流,3-10 秒內快速升溫至 230-260℃(錫焊料熔點約 220℃);
錫料熔融與浸潤:端子的熱量傳導至預涂在接觸面的錫焊料(如 Sn-Cu、Sn-Ag-Cu 無鉛焊料),使其熔融并在毛細作用下填充導線與端子的間隙,形成連續的錫合金層;
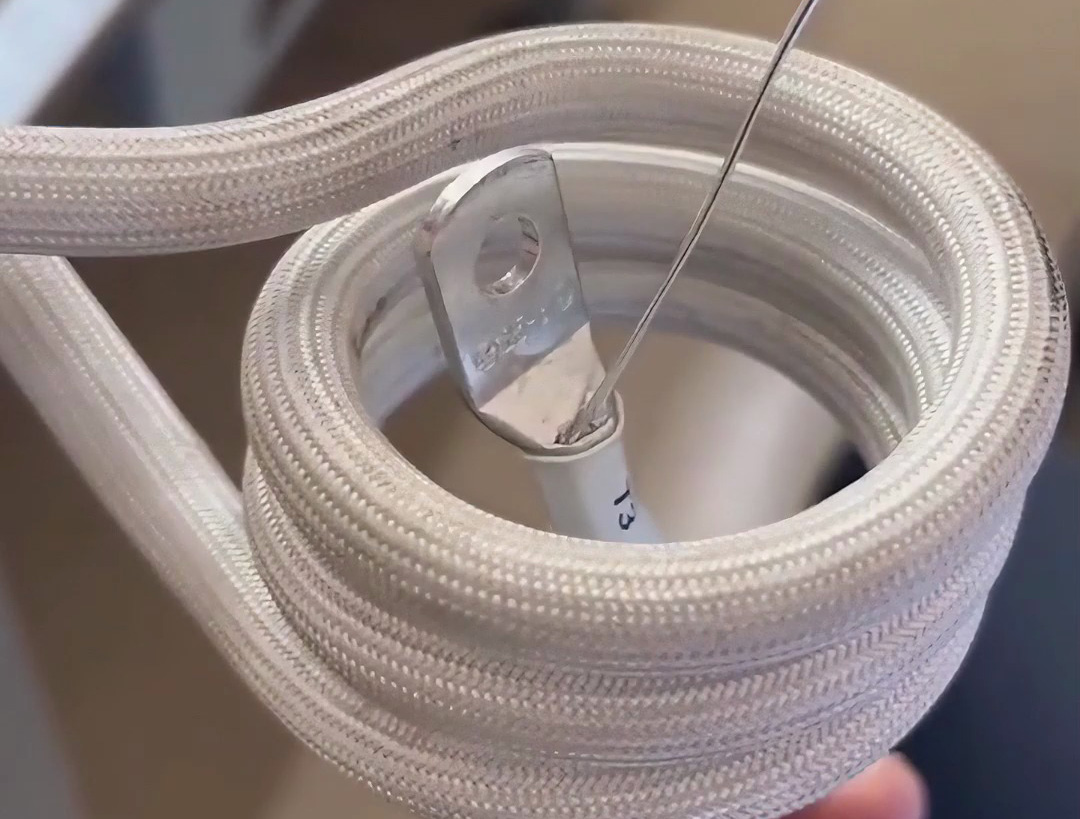
快速冷卻定型:切斷高頻電流后,端子與導線通過自身散熱快速冷卻(冷卻速度≥50℃/ 秒),錫合金層凝固,將多股導線(如銅絲)與端子牢牢結合,實現電與機械性能的雙重可靠連接。
這種 “由內而外” 的加熱方式,避免了傳統烙鐵焊 “外部加熱不均” 的問題,確保錫料熔化充分且接頭受熱均勻。

相比傳統烙鐵焊、超聲波焊,高頻錫焊在新能源汽車、儲能系統等領域的優勢尤為顯著:
低電阻導通:錫料充分浸潤導線與端子,焊點電阻≤10mΩ(傳統手工焊常因虛焊導致電阻>50mΩ),確保大電流(如新能源汽車高壓線束的 100A 以上)傳輸時無過熱;
力學性能優異:焊點拉力≥50N(符合 ISO 6722 汽車線束標準),在 - 40℃至 125℃的高低溫循環測試中(1000 次循環),拉力衰減率≤5%,且無錫須生長、無焊點開裂,能耐受車輛行駛中的持續振動(10-2000Hz 振動測試合格)。


| 對比項 | 線束端子高頻錫焊 | 傳統烙鐵焊 | 超聲波焊接 |
|---|
| 熱影響區 | 0.5-1mm,絕緣層無損傷 | 3-5mm,易燙壞絕緣 | 1-2mm,但需加壓可能壓傷端子 |
| 焊點電阻 | ≤10mΩ,一致性好 | 10-100mΩ,易虛焊 | ≤15mΩ,適合粗線,細線易虛焊 |
| 可靠性測試 | 1000 次高低溫循環無故障 | 300-500 次循環可能開裂 | 800 次循環性能衰減明顯 |
| 批量效率 | 1000-2000 個 / 小時 | 300-500 個 / 小時 | 1500-2500 個 / 小時,但設備貴 |
線束端子高頻錫焊的核心價值,在于將 “速度、精度、可靠性” 三者統一 —— 既通過快速加熱提升生產效率,又以精準控溫確保焊接質量,更憑借穩定的接頭性能滿足高可靠性領域的嚴苛要求。在新能源汽車、儲能系統等對連接安全零容忍的場景中,這種技術不僅是工藝選擇,更是保障設備長期穩定運行的核心工藝支撐。







 粵公網安備 44190002003728號
粵公網安備 44190002003728號
