后臺有客戶咨詢:“有款棒料要加熱紅沖,想找能自動送料的中頻加熱爐,有沒有合適的設備?” 答案是肯定的 —— 現在通過 “自動送料機 + 中頻鍛造爐” 的組合,就能實現棒料紅沖加熱的自動化流程,不管棒料大小長短如何,都能按生產需求精準輸送、均勻加熱,后續還能靈活搭配人工或機械手,適配不同自動化程度的生產場景。

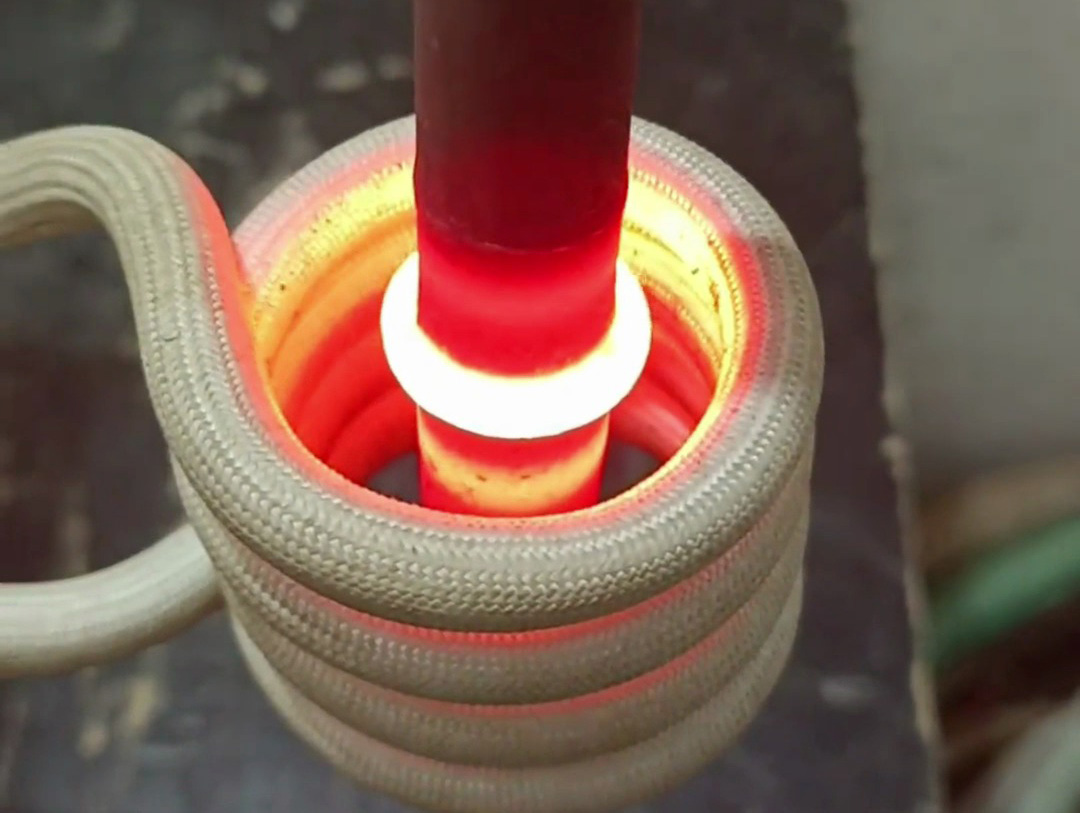
先說說這套自動化方案的核心邏輯:棒料紅沖對加熱的核心要求是 “連續送料不卡頓、加熱均勻達溫度(通常 850-1200℃,根據材質調整)”,傳統人工送料不僅效率低,還容易因送料位置偏差導致加熱不均,而 “自動送料機 + 中頻加熱爐” 的組合恰好解決了這些問題。自動送料機負責 “按節奏、精準送料”,中頻加熱爐負責 “可控、均勻加熱”,兩者配合形成連貫的前序加熱環節,為后續紅沖工序打下基礎。
自動送料機的適配性很強,不管是直徑 10-80mm 的圓棒、邊長 15-60mm 的方棒,還是長度 300-1500mm 的不同規格棒料,都能通過調整送料機的輸送輥間距、送料速度來適配。比如客戶有直徑 25mm、長度 500mm 的 45 號鋼棒,送料機可設定 “每 30 秒輸送一根” 的節奏,通過伺服電機驅動輸送輥,將棒料平穩送入中頻加熱爐的進料口,全程無需人工干預,避免了人工送料時可能出現的 “棒料歪斜、送料過深或過淺” 問題,確保每根棒料進入加熱爐的位置一致。
中頻加熱爐的溫度控制也很靈活,完全能滿足紅沖對溫度的精準要求。如果是批量生產同規格棒料,可直接用時間控制 —— 根據棒料材質和尺寸預設加熱時間(比如直徑 25mm 的 45 號鋼棒,設定加熱時間 90 秒),中頻爐會按固定功率加熱,到時間后自動將棒料送出,操作簡單高效;如果對溫度精度要求更高(比如合金棒料紅沖,溫度偏差需≤±20℃),還能搭配紅外測溫儀實現溫控監測,實時反饋棒料表面溫度,一旦達到目標溫度就自動停止加熱,避免過燒或加熱不足,確保每根棒料的紅沖性能一致。
加熱完成后,棒料的轉運方式也能靈活選擇,完全按生產需求配置:如果是中小批量生產,或紅沖工序需要人工調整角度,可由工人用專用夾具將加熱后的棒料從中頻爐出料口夾送到沖床,此時送料機和加熱爐的節奏可調整為 “與人工操作匹配”,避免棒料堆積;如果是大批量連續生產,追求全自動化,可在中頻爐出料口搭配機械手 —— 加熱后的棒料自動落入機械手夾持范圍,機械手按預設路徑將棒料精準送到沖床模具內,整個過程無需人工參與,生產效率比人工轉運提升 2-3 倍,還能避免工人接觸高溫棒料的安全風險。
之前有位做五金配件的客戶,用這套方案處理直徑 30mm 的碳鋼棒料紅沖,原本人工送料 + 加熱 + 轉運,一天只能處理 800 根左右,且加熱不均導致紅沖廢品率約 5%;換成 “自動送料機 + 中頻加熱爐 + 機械手” 的全自動化方案后,一天能處理 2000 根以上,廢品率降到 1% 以下,還節省了 2 名人工成本。客戶反饋說,最關鍵的是不管棒料規格是否調整,只需在送料機和中頻爐上修改參數,半小時內就能切換完成,適配性遠超傳統人工方式。
所以,要是有棒料紅沖加熱需求,想實現自動送料,“自動送料機 + 中頻鍛造爐” 的組合完全能滿足需求,而且后續轉運方式可靈活搭配,不管是半自動還是全自動化生產,都能找到適配的配置。這種方案不僅能提升效率、降低廢品率,還能減少人工依賴,特別適合需要批量處理棒料紅沖的生產場景。








 粵公網安備 44190002003728號
粵公網安備 44190002003728號
